- Reducing Amount Of Coolant Purchased
- Reducing Problems With Coolant
- Reducing Amount Disposed of
The TLC we are referring to can be as simple as adding (or formalizing) a few processes to your preventive maintenance program:
- Topping Off Coolant As Often As Possible
- Daily Concentration Control
- Constant Removal Of Tramp Oils
- Preventing Contaminants From Entering Sump
- Removing Chips & Sludge
- Using Quality Water
Many companies will have some or all of these processes in place. Most companies skip a very important step, recording and analyzing the findings. You may top off the coolant tank each day but never take into account what the loss of coolant volume is due to sludge in the sump. Or you may be topping off your coolant with a water or a standard concentration of coolant that moves the concentration outside of the manufacturers acceptable range. For these reason and more, we believe you should record your findings for each of the tasks and this data should be analyzed regularly. When management and/or the machine tool operator has the right information they can make informed decisions. If coolant is maintained properly, the above processes, with proper analysis, should derive the following benefits:
- Increased Coolant Life
- Less Coolant Waste & Disposal
- Longer Tool Life
- Less Machine Downtime
- Better Shop Environment
- Less Employee Health Concerns
Topping Off Machine Coolant Tanks
- Starving flow to the pump
- Tramp Oil Negatively Impacting The Coolant
- More Bacterial Issues
- Reduced Tool Life
Not only do you need to top off your coolant, we believe you should record the number of gallons added, and the concentration level of the coolant you are adding. This and other data points are important for determining the health of your coolant.
Concentration Is Important

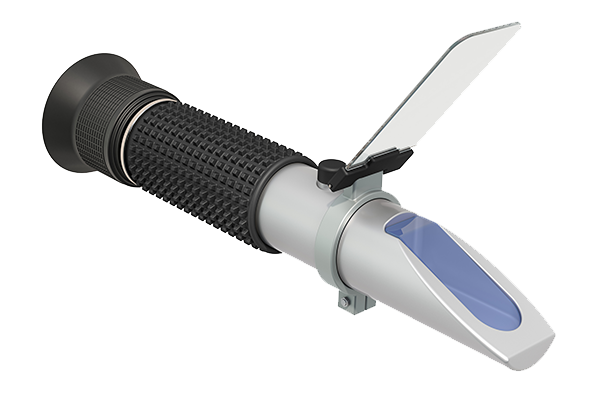
Hopefully your coolant rep has educated you regarding the importance of keeping the coolant concentration within the manufactures suggested range. One way to know the fluid concentration is by checking it on a periodic basis with a handheld refractometer. Each machines concentration may change at a different rate depending on chips created, exposure to the environment and/or level and type of contaminants in the fluid. By checking, recording and adjusting your concentration, on a regular basis, you will find a pattern to each machines concentration changes. The concentration may change at different rates throughout the year because of changes in the shop environment or raw material being processed. We recommend testing your concentration on a daily basis until a consistent pattern is determined. If over a week or month you find a machines concentration does not change, you can adjust the frequency of concentration testing on that particular machine tool. If you start noticing greater or unusual changes to the concentration, it is best to increase the testing frequency until the concentration changes are normalized.
Removing Tramp Oils

Tramp oil in sump
- Skimmers (removes free oil)
- Coalescer (removes free & dispersed oil)
- Centrifuge (removes free, dispersed, & emulsified oil)
After you determine the method you will use, it is important to monitor its success. Recording & analyzing the amount of tramp oil removed from each sump & the removal frequency is important. We have been in shops where they use skimmers on each machine tool to remove tramp oil. This is a great option for some companies. The problem arises when one or more machine operators do not believe the skimmers are important and therefore, do not care if they are working properly or not. It is more common then most companies realize, skimmers are unplugged from the outlet when the oil reservoir becomes full and then forgotten about. If your preventive maintenance staff, or machine operators, are required to report each day the amount of tramp oil removed and any maintenance concerns, management has a better chance of keeping the tramp oil in the coolant to a minimum.
If you use a central recycling station such as a decanter, coalescer, or centrifuge, then you can record frequency of times a machine tools coolant is transferred to the station, and the amount of tramp oil removed during the tramp oil removal process.
Data can help management determine a variety issues:
- Potential Mechanical Issues (machine tool seal leaking oil into sump)
- Changes In Raw Material Specs (same raw material but increase in oil in sump)
- Whether Procedure Is Being Followed (have data to visit with operator about)

Depending on the type of coolant you use, you can check your tramp or free oil by filling a small vial with the coolant from the spindle area and letting it sit for about 30 minutes. The free & dispersed oil should move to the top of the vial. The Coolant Reps we spoke to recommend a max of 1.5% tramp oil in the coolant. In other words, just 1.5 gallons of tramp oil in a 100 gallon sump. Record the amount of tramp oil and dump the vial back into the sump. Speak with your coolant rep to find the best way to determine the tramp oil levels in your coolant.
Preventing Contaminants In Coolant
Does your coolant manufacturer offer free analysis of coolant to see if there are contaminants in your sumps?
Schedule Removal Of Sludge
A few ways to check the sludge level are:
- Reach to the bottom of the sump with rubber gloves to check the depth of sludge
- Use a ladle with holes in the bottom to scoop out the sludge. Let the liquid fall back into the sump and measure the sludge depth
- Use the rake/shovel tool to reach into the sump to pickup sludge from the bottom of the sump and measure the sludge depth

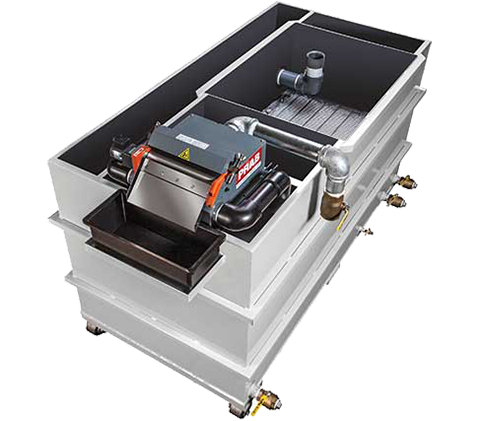
Before Sludge Removal


Cleaned out sump tank
By having each machine tool sump on a cleaning schedule, you will have a more productive machining process. Pictures of the cleaned machine tool sump tank after the coolant is removed will help when developing your internal instructions or training manuals for what the final product should look like.
An additional savings is reducing the amount of coolant waste. Generally, spent coolant is considered a industrial waste and must be disposed of properly. This usually involves storing the used coolant onsite and eventually hiring an outside service to haul it away and dispose of it according to EPA rules. Another method is an in house wastewater treatment system.
If a company’s industrial fluids are hauled away, the company is, most likely, still responsible for the industrial waste according to the EPA Cradle-To-Grave System.
Review
- Less coolant purchased year over year
- Reduced disposal costs
- Less environmental impact
- Indicators for future potential problems
- Reduce chance of machine tool breakdown
- Reduce employee health issues
- Improved Employee Morale
All of the above data points should be recorded and analyzed for each machine tool. This information will come in handy for scheduling, predictive maintenance and determining solutions to problems that arise.